
1. The structural composition of PCB
2. The internal structure of PCB
3. Classification of PCB layers
4. The functions of commonly used layers
1) Signal layer: divided into TopLayer (top layer) and BottomLayer (bottom layer), which can be used for wiring and placement of components.
2) Mechanical layer, which does not have electrical properties, defines the appearance of the entire PCB board and can be used to draw shell dimensions, verify circuit board installation, and select up to 16 layers for the mechanical layer.
3) Top Overlay and Bottom Overlay are used to define the screen printing characters for the top and bottom layers. They are printed using screen printing technology and can be used as assembly drawings, annotation marks, and logos. Local coverage can increase insulation.
4) The solder paste layer includes the top paste layer and the bottom paste layer, which are surface mounted solder pads exposed on the outside, that is, the part that needs to be coated with solder paste before welding. The marked part is the steel mesh etching hole part, used for SMT process brushing solder paste. High current wires can be exposed with a Solder layer and thickened with Paste solder paste.
5) The solder mask layer, also known as the "window opening", includes the top solder mask layer and the bottom solder mask layer. Its function is opposite to the solder paste layer, referring to the layer that needs to be covered with green oil. Placed on the circuit board to protect copper from oxidation and short circuits during operation, it can also protect the PCB from environmental influences.
6) The drilling layer includes two drilling layers: DrillGrid and DrillDrawing. The drilling layer is used to provide drilling information during the circuit board manufacturing process (such as solder pads, through holes require drilling).
7) KeepOutLayer defines the boundaries of a circuit board, cutting lines, as well as the excavation and slotting positions of the circuit board. Defining areas where wires are not allowed to be placed will automatically avoid them.
8) MulTI layer, where solder pads and through holes on the circuit board penetrate the entire circuit board and establish electrical connections with different conductive graphic layers, has been specially designed as an abstract layer - multi-layer. The entities drawn on multiple layers are present in each layer (except for Plane) and are commonly used for direct insertion of pads, through holes, etc. that need to penetrate each layer. When used on pads, electroplated holes (PTH) and non electroplated holes (NPTH) can be defined.
5. Components and packaging
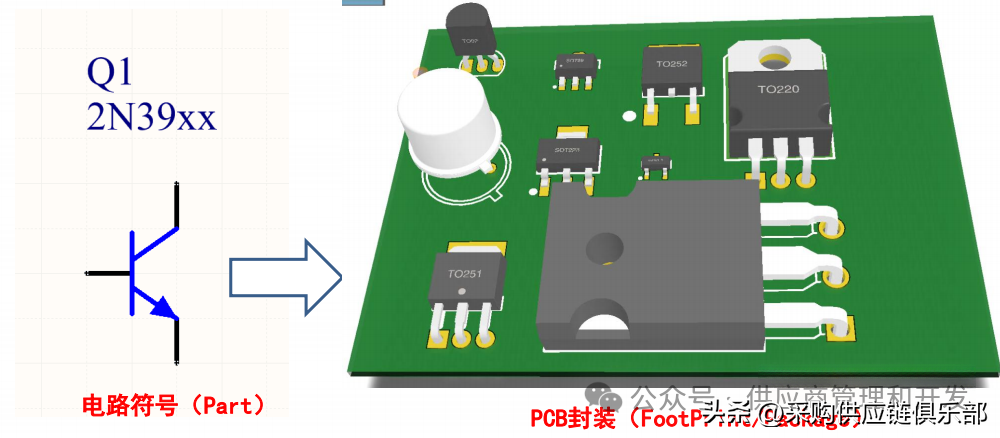
1) Component symbols and packaging
The same circuit symbol (Part) often corresponds to multiple footprints (FootPrint)
Multiple sub packages are derived from the same package due to different installation forms (such as vertical/horizontal)
Carefully check during design: (1) whether the packaging size/form is correct; (2) Does the order of pins match
2) Basic principles of PCB pad design
Symmetry: The solder pads at both ends must be symmetrical to ensure a balanced surface tension of the molten solder.
Paddle spacing: Ensure the appropriate overlap size between component ends or pins and pads. Excessive or insufficient pad spacing can cause welding defects.
Remaining size of solder pads: The remaining size of the component end or pin after overlapping with the solder pad must ensure that the solder joint can form a crescent surface.
Pad width: It should be basically consistent with the width of the component end or pin.
6) PCB process
The exposure ability and diffusion effect of corrosion limit the minimum linewidth
The electroplating hole process limits the minimum inner diameter of the through-hole/pad (the thicker the PCB, the larger the aperture)
Inter layer alignment error and drilling position error limit the minimum outer diameter of solder pads and through holes
The cleanliness of the corrosion process limits the minimum spacing between wires
Special new technologies, such as laser drilling and deposition plates, can reach the 2mil limit, but they are expensive
Limit value: achievable under harsh conditions, but not suitable for mass production.
General value: It can be produced in large quantities, but special processes are required to ensure the yield rate, and additional labor will be charged
Art and testing fees will increase costs and delivery cycles;
Reliability value: can be reliably produced in large quantities. [For reference only, subject to communication with the manufacturer!]
What does a multi-layer PCB look like inside? Analysis of the Design Process of High end PCB Board with 3D Large Images
When hardware engineers first come into contact with multi-layer PCBs, it is easy to get dizzy. There are often ten or eight layers, and the route is like a spider web.
Today, I drew several internal structure diagrams of multi-layer PCB circuit boards, displaying the internal architecture of various stacked structures in 3D graphics.
01
The core of high-density interconnect boards (HDI) lies in via holes
The circuit processing of multi-layer PCBs is not much different from single-layer and double-layer, but the biggest difference lies in the through hole process.
The circuits are all etched, and the via holes are drilled and then plated with copper. Everyone who is involved in hardware development understands these, so I won't go into detail.
Multilayer circuit boards usually include through hole boards, first order boards, second order boards, and second order stacked hole boards. Higher level boards such as third-order boards and arbitrary layer interconnect boards are rarely used in daily life, and their prices are quite expensive. We won't discuss them further for now.
In general, 8-bit microcontroller products use 2-layer through-hole boards; Intelligent hardware at the 32-bit microcontroller level, using 4-6 layer through-hole boards; Linux and Android level intelligent hardware welcome to pay attention to supplier management and development of official account, and use 6-layer through-hole to 8-level HDI board; Compact products like smartphones typically use 8-layer first to 10 layer second order circuit boards.
8-layer 2-stage stacked holes, Qualcomm Snapdragon 624
02
The most common through-hole
There is only one type of through-hole, drilled from the first layer to the last layer. Whether it is external or internal wiring, holes are punched through and are called through holes.
The through-hole board is not related to the number of layers. Usually, people use a 2-layer through-hole board, while many switches and military circuit boards, with 20 layers, still use through-hole boards.
Drill through the circuit board with a drill bit and then deposit copper into the hole to form a pathway.
It should be noted that the through-hole inner diameters are usually 0.2mm, 0.25mm, and 0.3mm, but generally 0.2mm is much more expensive than 0.3mm. Because the drill bit is too thin and easy to break, drilling is also slower. The additional time and cost of drilling are reflected in the increase in circuit board prices.
03
Laser holes in high-density boards (HDI boards)
This is a stacked structure diagram of a 6-layer, 1st order HDI board, with laser holes on both surfaces and an inner diameter of 0.1mm. The inner layer is a mechanical hole, equivalent to a 4-layer through-hole plate, and the outer layer is covered with 2 layers.
Laser can only penetrate fiberglass panels, not metal copper. So punching holes on the outer surface will not affect other internal circuits.
After laser drilling, copper plating is carried out to form laser through holes.
04
Two layer laser holes on 2nd order HDI board
This picture is a 6-layer 2nd order staggered HDI board. Usually, people rarely use 6 levels and 2 levels, but mostly start with 8 levels and 2 levels. There are more layers here, and the same principle applies to 6 layers.
The so-called second order refers to having two layers of laser holes.
The so-called staggered holes refer to the two layers of laser holes being staggered.
Why do we have to stagger it? Due to insufficient copper plating, the holes inside are empty, so it is not possible to drill holes directly on top. Instead, a certain distance should be staggered and a layer of empty holes should be added.
6th level 2nd level=4th level 1st level, add 2 more levels outside.
8th level 2nd level=6th level 1st level, add 2 more levels outside.
05
The process of perforated plate is complex and the price is higher
The two layers of laser holes on the staggered plate overlap. The circuit will be more compact.
The inner laser hole needs to be electroplated and filled, and then the outer laser hole needs to be made. The price is more expensive than the wrong hole.
06
Super expensive multi-layer laser hole stacking for arbitrary layer interconnect boards
Each layer is a laser hole, and each layer can be connected together. Route the wire as you want, and drill holes as you want.
The layout engineer feels great just thinking about it! I'm never afraid of not being able to draw anymore!
Purchasing makes you want to cry, it's more than 10 times more expensive than ordinary through-hole boards!
So, only products like the iPhone are willing to be used. Other mobile phone brands have never heard of anyone using any layer of interconnect board.
07
summary
Finally, take a picture and compare it carefully.
Please pay attention to the size of the hole and whether the solder pads of the hole are closed or open.
Five Common SMT Process Defects and Solutions
Nowadays, it is becoming more and more convenient for engineers to make SMT patches. However, as an engineer, do you really have a thorough understanding of the various processes in SMT? This article has compiled the "Five Common SMT Process Defects" to help you fill in the gaps. Get it now!
Defect 1:
Vertical phenomenon
Instantaneous components become "vertical".
The main reason for the phenomenon of "standing upright" is the imbalance of wetting force at both ends of the component, which leads to the imbalance of torque at both ends of the component, resulting in "standing upright".
Dynamic diagram of "vertical" phenomenon in reflow soldering parts (source network)
What situation can cause uneven wetting force at both ends of the component during reflow soldering, resulting in "standing upright"?
Factor A: Unreasonable pad design and layout
① One of the solder pads on both sides of the component is connected to the ground wire, or one side of the solder pad has an area that is too large, resulting in uneven heat capacity at both ends of the solder pad;
② The temperature difference on the surface of the PCB is too large, resulting in uneven heat absorption on both sides of the component solder pads;
③ The temperature unevenness will occur at both ends of the solder pads of small chip components around large devices such as QFP, BGA, and heat sinks.
Solution: Engineers adjust the pad design and layout.
Factor B: Problems with solder paste and solder paste printing
① The activity of solder paste is not high or the solderability of components is poor. After the solder paste melts, the surface tension is different, which will cause an imbalance in the wetting force of the solder pad.
② The printing amount of solder paste on the two pads is uneven, with one side having thick tin and high tensile force, and the other side having thin tin and low tensile force, resulting in one end of the component being pulled to one side to form an empty solder, and the other end being pulled up to form an "upright" position.
Solution: The factory needs to choose solder paste with higher activity to improve the printing parameters of solder paste, especially the window size of the steel mesh.
Factor C: Uneven force distribution in the Z-axis direction during surface mount displacement
It will cause uneven depth of immersion of components into solder paste, and during melting, the wetting force on both sides will be unbalanced due to time difference. If the component is mounted, it will directly cause the part to stand upright.
Solution: The factory needs to adjust the process parameters of the SMT machine.
Factor D: Incorrect furnace temperature curve
If the reflow soldering furnace body is too short and the temperature range is too few, it will cause the working curve of PCB heating to be incorrect, resulting in a large moisture difference on the board surface, thereby causing an imbalance in wetting force.
Solution: The factory needs to adjust the appropriate temperature curve for each different product.
Defect 2:
Tin bead
Tin bead is one of the common defects in reflow soldering, which not only affects the appearance but also causes bridging. Tin beads can be divided into two types: one type appears on one side of the chip component, often in an independent large spherical shape (as shown in the figure below); Another type appears around the IC pins in the form of scattered small beads.
Located on the waist side of the component (source network)
The main reasons for the formation of tin beads are as follows:
Factor A: Incorrect temperature curve
The reflow soldering curve can be divided into four sections: preheating, insulation, reflow, and cooling. The purpose of preheating and heat preservation is to raise the surface temperature of PCB to 150 ℃ within 60~90s, and heat preservation is about 90s. This can not only reduce the thermal shock of PCB and components, but also ensure that the solvent of solder paste can be partially volatilized. Welcome to pay attention to supplier management and development of official account, and avoid splashing caused by too much solvent during reflow soldering, causing solder paste to flush out of the bonding pad and form solder beads.
Solution: The factory needs to pay attention to the heating rate and adopt appropriate preheating to fully evaporate the solvent.
Factor B: Quality of solder paste
① The metal content in solder paste is usually (90 ± 0.5)%. If the metal content is too low, it will lead to excessive flux composition. Therefore, excessive flux will cause flying beads due to its low volatility during the preheating stage;
② An increase in water vapor and oxygen content in solder paste can also cause flying beads. Due to the fact that solder paste is usually refrigerated, if it is not fully thawed and stirred evenly when taken out of the refrigerator, it will cause water vapor to enter; In addition, the lid of the solder paste bottle should be tightly closed after each use. If not tightly closed in time, it can also lead to the entry of water vapor;
③ After the completion of the solder paste printed on the steel mesh, the remaining part should be treated separately. If it is placed back in the original bottle, it will cause the solder paste in the bottle to deteriorate and produce solder beads.
Solution: Require the factory to choose high-quality solder paste and pay attention to the storage and use requirements of solder paste.
Other factors include:
① Printing is too thick, causing excess solder paste to overflow after the component is pressed down;
② The pressure on the SMT is too high, and the downward pressure causes the solder paste to collapse onto the ink;
③ The shape of the solder pad opening is not good, and it has not been treated with anti solder beads;
④ Poor activity of solder paste, drying too quickly, or having too many small particles of solder powder;
⑤ Printing offset, causing some solder paste to stick to the PCB;
⑥ The scraper speed is too fast, causing poor edge collapse and backflow, resulting in the production of tin balls
Defect three:
Bridging connection
Bridging is also one of the common defects in SMT production, which can cause short circuits between components and require repair when encountering bridging.
BGA Bridge Connection Diagram (Source Network)
The main reasons for bridge connections are:
Factor A: Quality issues with solder paste
① The metal content in solder paste is relatively high, especially if the printing time is too long, it is easy to increase the metal content, leading to IC pin bridging;
② The solder paste has low viscosity and flows out of the solder pad after preheating;
③ The drop of solder paste tower is poor, and it flows out of the solder pad after preheating.
Solution: The factory needs to adjust the solder paste ratio or use high-quality solder paste instead.
Factor B: Printing System
① The printing machine has poor repeatability accuracy and uneven alignment (inaccurate alignment of steel mesh and PCB), which leads to solder paste printing outside the solder pads, especially fine pitch QFP pads;
② Inaccurate design of steel mesh window size and thickness, as well as uneven Sn-Pb alloy coating in PCB pad design, result in excessive solder paste.
Solution: The factory needs to adjust the printing machine and improve the PCB pad coating layer.
Factor C: Excessive pressure during placement
Full flow of solder paste under pressure is a common reason in production, and insufficient surface mount accuracy can cause component displacement and IC pin deformation.
Factor D: The heating rate of the reflow soldering furnace is too fast, and the solvent in the solder paste cannot evaporate in time
Solution: The factory needs to adjust the Z-axis height of the SMT machine and the heating speed of the reflow soldering furnace.
Defect four:
Core suction phenomenon
Core suction phenomenon, also known as material suction phenomenon or core pulling phenomenon, is one of the common welding defects in SMT, commonly seen in gas phase reflow soldering. The solder detaches from the solder pad and rises along the pins between the pins and the chip body, resulting in severe virtual soldering.
Cause of occurrence:
Usually, due to the high thermal conductivity of the pins and rapid heating, the solder prioritizes wetting the pins. The wetting force between the solder and the pins is much greater than that between the solder and the pads, and the upward curling of the pins will
further exacerbate the occurrence of core suction.
Solution: The factory needs to fully preheat SMA (surface mount components) before welding in the furnace. The solderability of PCB pads should be carefully tested and ensured, and the coplanarity of components cannot be ignored. Devices with poor coplanarity should not be used in production.
Attention:In infrared reflow soldering, the organic flux in the PCB substrate and solder is a good absorbing medium for infrared radiation, while the pins can partially reflect infrared radiation. Therefore, in comparison, solder is preferentially melted, and the wetting force between solder and pads is greater than that between solder and pins. Therefore, solder does not rise along the pins, and the probability of core suction phenomenon is much smaller.
Defect 5:
Poor BGA welding
BGA: Ball Grid Array
Normal BGA welding (source network)
Adverse symptom ①: Tin connection
Connecting tin is also known as short circuit, which refers to the short circuit between tin balls during the welding process, causing two solder pads to connect and causing a short circuit.
Solution: The factory adjusts the temperature curve, reduces the reflux pressure, and improves printing quality.
The red circle represents Lianxi (source network)
Adverse symptom 2: False welding
False soldering, also known as the Head in Pillow (HIP) effect, can be caused by various factors such as oxidation of solder balls or PADs, insufficient furnace temperature, PCB deformation, and poor solder paste activity. The characteristics of BGA false welding are "difficult to detect" and "difficult to identify".
BGA False Welding Diagram (Source Network)
BGA "Pillow Effect" Side View (Source Network)
Adverse symptom ③: Cold welding
Cold soldering is not entirely equivalent to false soldering. Cold soldering is caused by abnormal reflow soldering temperature, which results in incomplete melting of the solder paste. It may be due to the temperature not reaching the melting point of the solder paste or insufficient reflow time in the reflow zone.
Solution: The factory adjusts the temperature curve and reduces vibration during the cooling process.
BGA Cold Welding Diagram (Source Network)
Adverse symptom ④: Bubbles
Bubbles (also known as pores) are not an absolute negative phenomenon, but if the bubbles are too large, it can easily lead to quality problems, and the acceptance of bubbles has IPC standards. Bubbles are mainly caused by the air hidden in blind holes not being discharged in a timely manner during the welding process.
Solution: Require the factory to use X-Ray to check for pores inside the raw materials and adjust the temperature curve.
BGA Bubble Diagram (Source Network)
Generally speaking, the size of bubbles cannot exceed 20% of the sphere
Adverse symptom
⑤: Tin ball cracking
Adverse symptom ⑥: Dirty and dirty
Dirty or residual foreign objects on the solder pads may result in poor welding due to inadequate environmental protection during the production process.
In addition to the above points, there are also:
① Crystal fracture (the surface of the solder joint appears as glass cracks);
② Offset (misalignment between BGA solder joints and PCB pads);
③ Tin splashing (small tin balls near or between two solder joints on the surface of the PCB), etc.
